




A produção de fibra ótica começa com uma pré-forma. O silicone é de uso geral fazer a fibra ótica,
porque tem a boa transmissão sobre uma vasta gama de comprimentos de onda e de baixa absorção e as perdas de dispersão (~0,2 dB/km).
O silicone é igualmente altamente resistente a dano mecânico e ótico. O núcleo/relação folheada da pré-forma é mantido durante o processo da tração.
A fibra ótica resultante tem este mesmo núcleo/relação folheada. A instalação de produção da fibra do silicone em Hicorpwell usa pré-formas cilíndricas do silicone.
Pode suportar puxar e dobrar-se assim como pulsos amplificados do laser.
Nossa fibra ótica de Hicorpwell em uma de duas maneiras: tirando uma pré-forma que contêm um núcleo de vidro e um folheado de vidro ou a tiragem de uma haste pura do silicone
e revestindo a fibra resultante com um polímero ótico como o revestimento.
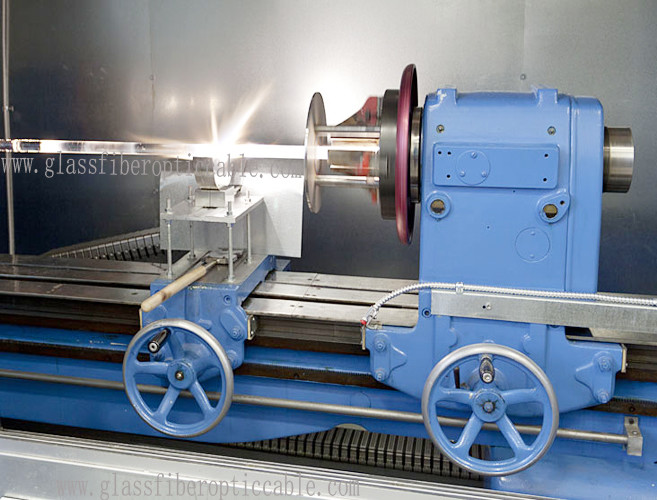
A pré-forma é preparada para a tração no torno detrabalho.
A extremidade do punho é lançada, ou carregada, na unidade da parte-alimentação situada na parte superior da torre.
A unidade da parte-alimentação abaixa a pré-forma na fornalha, e o processo de aquecimento começa.
Esta fornalha inline tem um elemento da grafite que cerque, mas não o toca, a pré-forma.
A grafite permite que o calor seja distribuído uniformemente em torno do cilindro de vidro.
a Alto-pureza, gás oxigênio-livre do argônio é dada um ciclo através da fornalha para proteger o elemento da grafite em altas temperaturas.
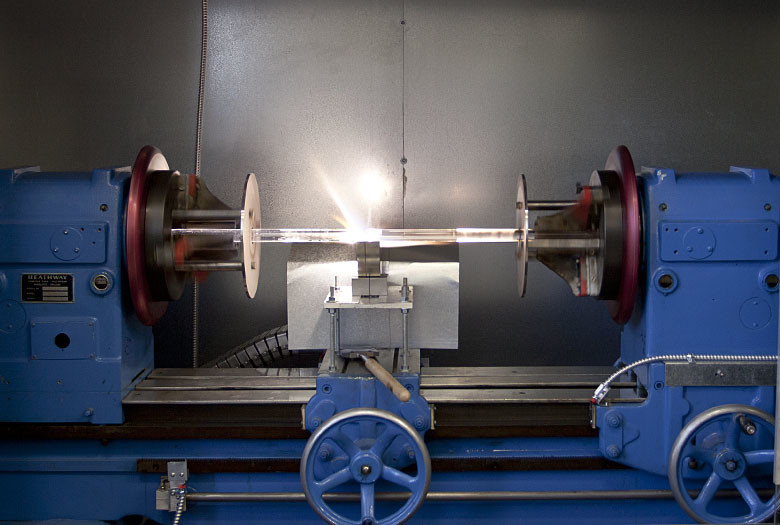
A fornalha aquece lentamente acima a pré-forma. Porque a temperatura aumenta, a pré-forma começará incandescer.
Este fulgor alaranjado brilhante é causado pelo calor da fornalha e dispersará na solda entre o punho e a pré-forma.
A pré-forma transmite a luz similarmente à fibra ótica que se tornará.
Uma vez que a fornalha alcança o °C aproximadamente 2000, a extremidade da gota da pré-forma começa a cair sob a gravidade através do furo no fundo da fornalha.
A extremidade da gota é o que permanece depois que um punho de quartzo foi removido após firepolishing.
Um técnico corta a extremidade da gota fora do fluxo de vidro e começa a puxar a fibra recentemente tirada fora da fornalha.
Grava um peso pequeno à extremidade do vidro e rosqueia-o com o resto dos instrumentos ao longo do comprimento da torre e no extrator do eixo tracionador.
![]()
![]()
![]()












